服务热线:
15840262875
联系人:高经理
电话:15840262875
地址:沈阳市苏家屯区临湖街道大盛路
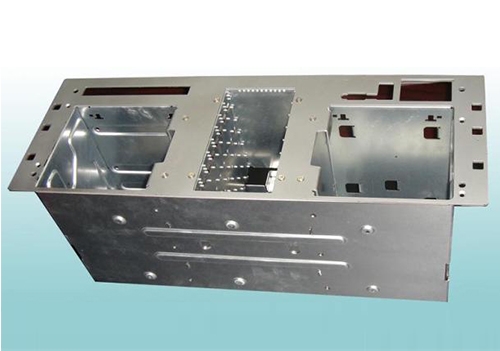
钣金工艺一般来说基本设备包含剪板机、数控冲床/激光、等离子、水射流切开机、折弯机以及各种辅佐设备如:开卷机、校平机、去毛刺机、点焊机等。一般,钣金工艺最重要的四个进程是剪、冲/切/、折/卷,焊接,外表处理等。钣金有时也作扳金,这个词来源于英文,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,构成所期望的形状和尺度,并可进一步通过焊接或少量的机械加工构成更复杂的零件,比方家庭中常用的烟囱钣金加工
产品概况
钣金工艺一般来说基本设备包含剪板机、数控冲床/激光、等离子、水射流切开机、折弯机以及各种辅佐设备如:开卷机、校平机、去毛刺机、点焊机等。
一般,钣金工艺重要的四个进程是剪、冲/切/、折/卷,焊接,外表处理等。
钣金有时也作扳金,这个词来源于英文,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,构成所期望的形状和尺度,并可进一步通过焊接或少量的机械加工构成更复杂的零件,比方家庭中常用的烟囱,铁皮炉,还有轿车外壳都是钣金件。
钣金加工激光切开特色及运用
鸿运国际(1)钣金加工激光切开质量及功率 由于激光光束聚集性好,光斑小,激光切制的加热面积只有氧气切开的1/10~ 1/1000,所以氧化规模极为集中,切断细微,能够进行精密切开。例如采用150W的激光反应气体切开低碳钢时,当氧气流量为10L/ min时,热影响区宽度为1.0mm,切断宽度约0.6mm。
一般将功率和切开板厚、气体流量调配到佳时,热影响区宽度一般仅有 0.01-0.1mm,切断宽度还可小到0.1~0.2mm,切断附近资料的功能几乎不受影响,切断几许形状好、尺度精度可达+005mm、外表相糙度只有十儿微米。
(2)钣金加工激光切开速度及柔性运用 1200W的激光切开2mm厚的低碳钢板,切制速度可达6m/ min;切开5mm厚的聚丙烯树脂板,切开速度可达12m/ min.若用3000W的激光切开25.4mm厚的钛板,切开速度也可达5m/ min以上。
由于激光的传输特性,运用台激光器可一起服务于几个工作台, 将整个切开进程完结CNC数字操控,不需装夹固定即可进行二维或三维切开,能切开任意形状的零件,且噪声相对较小。
鸿运国际此外,由CNC操控或制成切制机器人的大型激光切开机,已作为一种精密制造方法,运用于所有资料的切开,不只可切开小轿车顶窗、飞机蒙皮等空间曲线的合金资料、复合资料、氮化硅等硬脆资料以及塑料、橡胶等柔软资料,还能够进行服装取舍。
(3)切制本钱及效益据统计, 用激光切开一般难以切开的金属时,其本钱比等离子切开可下降759%,若用000的CO2气体激光切开石英管时,其本钱比用金刚石砂轮切开低40%。一起,由于激光光斑极小,切断狭小,可节省资料。用激光进行服装取舍,可节约衣料10%-12%,进步工作功率3倍以上。